 |
 |
 |
 |
 |
|
|
|
|||||
История
Впервые замысел устройства железнодорожного пути без стыков высказал в России инженер И. Ф. Стецевич еще в 1896 году. Он предложил укладывать путь с волнообразным в плане искривлениея и за счёт изменения стрел этих искривлений периодически производить удлинение или укорочение плети, снижая величины продольных сжимающих или растягивающих сил.
В Германии первый бесстыковой путь был проложен в 1924 году, в СШA — в 1930 году.
В 1932 году на направлении Купянск-Валуйки были впервые в России уложены рельсы длиной 37,5 м. В этом же году рельсовые плети длиной 215—225 метров были уложены на мостах через реку Оку у Серпухова и через реку Волгу у Калязина. В 1933 году на станции Подмосковная соорудили первый в нашей стране участок бесстыкового пути длиной 477 метров. В 1937 году на приёмоотправочных путях станции Данилов были уложены рельсовые плети длиной от 300 до 800 метров.К началу 1966 года — около 5,5 тыс. км бесстыкового пути.
В последующем темпы внедрения бесстыкового пути возрастали. Конструкция верхнего строения пути развивалась экстенсивными методами-укладывались более тяжелые типы рельсов, щебеночный балласт, железобетонные шпалы. К началу 2003 года бесстыковой путь был уложен на полигоне длиной более 50 тыс. км, что составляет около 40 % протяженности главных путей российских железных дорог.
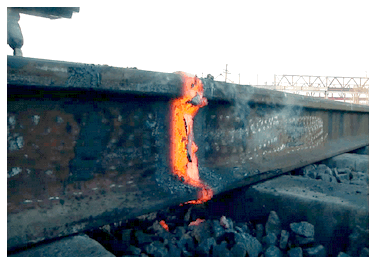
Сварка рельсов
Сварка рельсов - неотъемлемая составная часть путевых работ. Она оказывает влияние как на конструкцию, так и на технико-эксплуатационные показатели верхнего строения пути. Без сварки немыслим бесстыковой путь. Особенности процесса сварки рельсов связаны со свойствами их материала. Ввиду высокого содержания углерода рельсовые стали плохо свариваются. Для их сварки требуются специальные присадочные материалы и особые технологии. Высокие требования предъявляются к точности соблюдения температурных режимов.
Использование в мировой практике на железных дорогах бесстыковых путей стало наиболее прогрессивной и широко распространенной конструкцией верхнего строения пути, которая эксплуатируется в различных климатических условиях и обеспечивает значительный технико- экономический эффект благодаря следующим преимуществам:
- уменьшение износа колесных пар подвижного состава;
- уменьшение омического сопротивления рельсовых цепей и экономии средств, затрачиваемых на устройство токопроводящих стыков;
- продление срока службы верхнего строения пути;
- отказы бесстыковых плетей по дефектам (контактно-усталостным и в стыках) возникают в 1,8-2 раза реже, чем рельсов звеньевого пути, а без учета уравнительных пролетов - в 3-4 раза;
- снижение объемов работ по выправке пути (до 25-30 %);
- экономия расхода металла на стыковые скрепления (до 7 т/км);
- использование как новых, так и старогодных рельсов.
Сварка стрелочных переводов
Ключевой особенностью стрелочных переводов является принципиально новая конструкция крестовины сборной типа Р65 с моноблочным сердечником, к которому методом контактной сварки приварены рельсовые окончания, а также возможность сварки.
Основными преимуществами этой технологии является:
- увеличение срока эксплуатации стрелочного перевода на 50-70 %;
- снижение основного удельного сопротивления движению поездов и, в связи с этим, экономия топлива, электроэнергии на тягу (до 12-15% или 7,0 млн. кВт/ч 3,9 тыс. тонн дизельного топлива на 1000 км в год);
- уменьшение расходов на текущее содержание (на содержание стыков с рельсами 12,5 м расходуется до 35-50% общих средств, выделяемых на текущее содержание пути);
- снижение интенсивности бокового износа наружной рельсовой нити в кривых и соответственно, выхода рельсов по этой причине в 1,5-2,0 раза.





О компании / Сварка / Наплавка / Технология / Контакты
2018 © ООО “ПЖД”. Все права защищены. При любом использовании материалов сайта ссылка на портал PGDGROUP.RU обязательна.
